- Пишите: order@irivet.ru
- Звоните: +7 (495) 135 4201











Рассчёт оснастки для пресс-заклёпочника
Виды оснастки для пресс-заклёпочника.
Как правило, пресс-заклёпочники поставляются без оснастки - инструмент и без того дорогой, и перегружать его дополнительной стоимостью оснастки не имеет смысла. Тем более, инструмент универсальный и имеет множество применений в зависимости от установленной оснастки. Конструкцией скобы инструмента предусмотрены стандартные посадочные отверстия под оснастку диаметром 0.187” или 4.75 mm, поэтому в зависимости от выбранной оснастки пресс можно использовать для самых разных целей: для опрессовки, для просекания и пуклёвки, для развальцовки и отбортовки и для множества других операций. И даже если необходимой оснастки в ближайшем доступе нет, при наличии соответствующих производственных мощностей её несложно изготовить. Но давайте вернёмся к заклёпкам - основному предмету нашего обсуждения.
В статье "Пресс-заклёпочник | Как выбирать и обслуживать" мы уже рассмотрели существующие типы инструмента и их устройство. Сегодня давайте более подробно остановимся на принципах, которыми следует руководствоваться при выборе оснастки под заклёпку для получения наилучшего результата.
Разные оправки для различного вида заклёпок
Для каждого вида заклёпок необходимо использовать свой определённый тип оправки.
Пустотелые и полупустотелые заклёпки
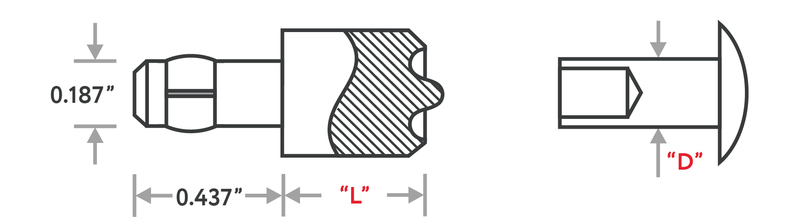
Для монтажа пустотелых и полупустотелых заклёпок существуют особый тип оправок. Особенность оправок для пустотелых заклёпок заключается в выступе по центру рабочей поверхности. Этот выступ центрирует трубчатую часть заклёпки относительно оправки и одновременно, расклинивая стенки заклёпки, направляет и развальцовывает их под давлением пресса. Несмотря на кажущуюся простоту, форма оправки имеет выверенную геометрию и должна строго соответствовать параметрам заклёпки - в противном случае она будет просто рвать заклёпку либо не до конца её развальцовывать.
Цельнометаллические заклёпки с полукруглой головкой
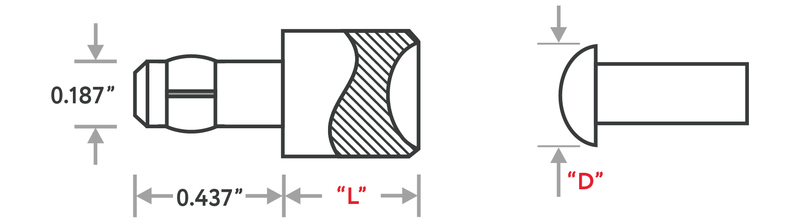
Для работы с цельнометаллическими заклёпками с полукруглой головкой используются оправки с углублением в рабочей поверхности, выполненным в форме чаши. Геометрия и размер углубления в рабочей поверхности оправки повторяют геометрию закладной головки заклёпки, поэтому под каждый диаметр необходимо использовать свой типоразмер оправки. Полукруглая оправка помещается на закладную головку заклёпки, чтобы при осаживании под давлением сохранялась аккуратная геометрия головки заклёпки. Чаще всего размер оправки маркируется по диаметру стержня заклёпки.
Цельнометаллические заклёпки с потайной головкой
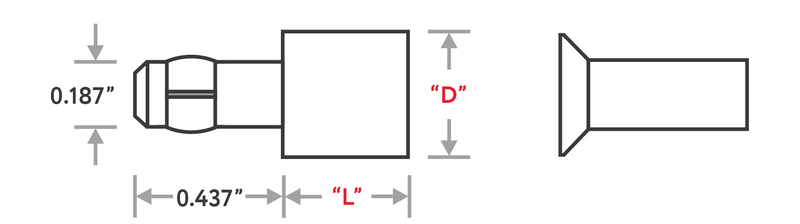
Для работы с цельнометаллическими заклёпками с плоской или потайной головкой используется плоская универсальная оправка (иногда её называют "пятак"). Универсальность заключается в том, что одну и ту же оправку можно применять при монтаже заклёпок любого диаметра, при условии, что этот размер входит в рабочий диапазон инструмента. Также в большинстве случаев плоская оправка используется как ответная часть для формирования замыкающей головки с обратной стороны рабочей поверхности. Оправка осаживает стержень заклёпки под давлением пресса и формирует обратную головку, напоминающую по форме невысокий цилиндр.
Подбор оснастки под размер скобы инструмента
Определяясь с типом оправки для конкретной задачи, не упустите из виду важный момент — помните, мы обсуждали длину заклёпки? Тут необходимо понять, подойдут ли характеристики выбранного инструмента для работы с заклёпкой вашей длины.
 Быстрая проверка инструмента по длине заклёпки
Быстрая проверка инструмента по длине заклёпки
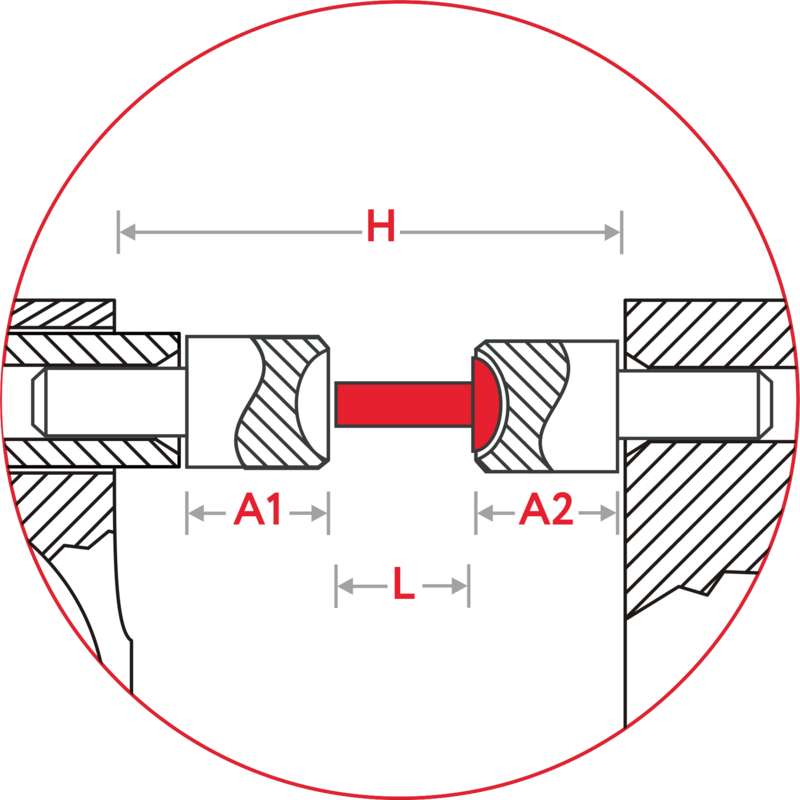
Для того чтобы быстро понять, стоит ли рассматривать конкретную модель пресс-заклёпочника для работы с заклёпкой вашей длины, необходимо провести простой расчёт. Берём высоту скобы в исходном состоянии (курок не нажат или же инструмент вовсе не подключён к пневмолинии) и из этого параметра вычитаем длину заклёпки. То, что останется, — суммарная высота двух оправок, необходимых для установки заклёпки. Выразим это в формуле:
A1 + А2 = H - L
A1 - Высота подвижной оправки
А2 - Высота неподвижной оправки
H - Высота скобы в исходном состоянии
L - Длина заклёпки
Оправки не обязательно должны быть одинаковой высоты. Так, например, в нашем каталоге оправка для пустотелых заклёпок имеет высоту 12,5 мм, а для цельнометаллических заклёпок предлагается два комплекта высотой 3,2 мм и высотой 6,4 мм. Таким образом, можно играть с размерами, комбинируя оправки для поиска оптимального соотношения: если заклёпка длинная, берём оправки покороче, в случае, когда заклёпка короткая, действуем наоборот — компенсируем это более длинными оправками.
Но на этом дело не заканчивается, ещё один аспект, который необходимо учитывать в этом расчёте — рабочий ход поршня пресса или высота скобы в сжатом состоянии. Дело в том, что ход поршня ограничен, и если этому не уделить должного внимания при подборе оснастки, можно оказаться в ситуации, когда вы не сможете дожать заклёпку, просто потому что поршню инструмента не хватит рабочего хода. Давайте рассмотрим несколько примеров расчётов для разного типа заклёпок.
 Расчёт оснастки (обе оправки под полукруглую головку)
Расчёт оснастки (обе оправки под полукруглую головку)
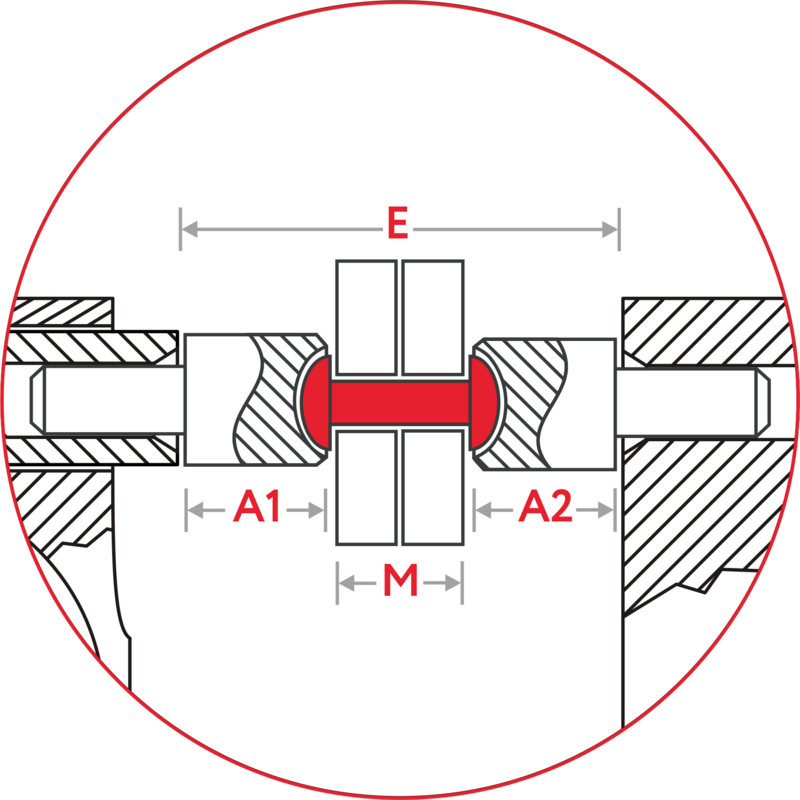
Расчёт оснастки под заклёпку с полукруглой головкой, в ситуации, когда для расклёпывания заклёпки используются две оправки с вогнутой геометрией (под полукруглую головку), достаточно прост. Сумма высот двух оправок будет равна разности высоты скобы в сжатом состоянии (если нажать на курок и дождаться, когда поршень полностью выйдет и займёт крайнее положение) и толщины соединяемых материалов.
Выразим это в формуле:
А1 + А2 = E - M
A1 - Высота подвижной оправки
А2 - Высота неподвижной оправки
E - Высота скобы в сжатом состоянии
M - Толщина соединяемых материалов
 Расчёт оснастки (одна оправка полукруглая, другая плоская)
Расчёт оснастки (одна оправка полукруглая, другая плоская)
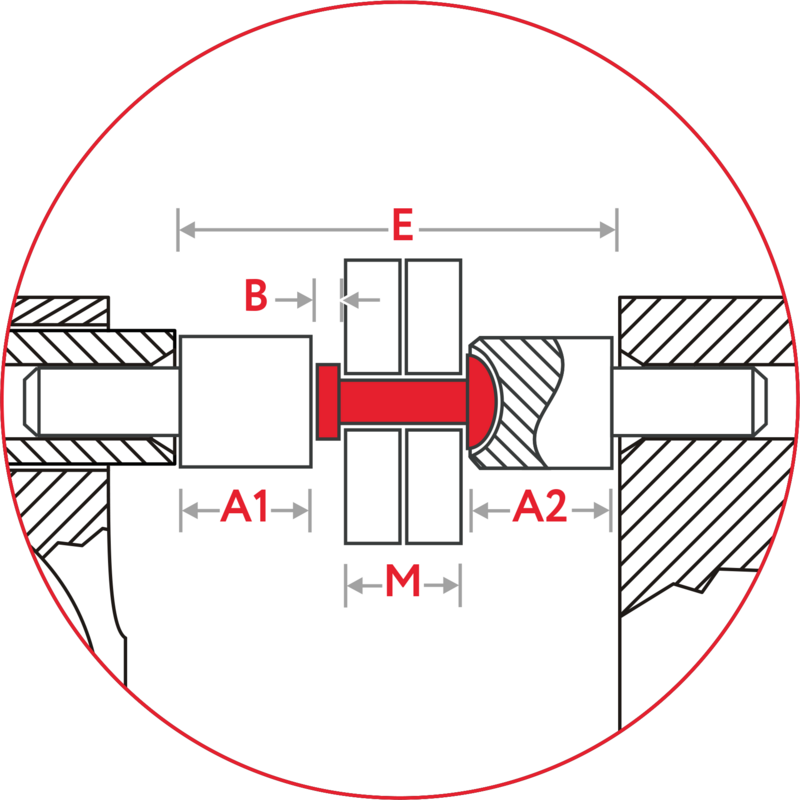
Расчёт оснастки под заклёпку с полукруглой головкой, в ситуации, когда для расклёпывания заклёпки используется одна плоская оправка, а вторая с вогнутой геометрией (под полукруглую головку), немного отличается от ситуации, описанной выше. В этом случае в расчётах появляется ещё один параметр — высота обратной (или замыкающей) головки, которая обычно равна половине диаметра стержня заклёпки. В остальном расчёт производится также. Выразим это в формуле:
А1 + А2 = E - M - B
A1 - Высота подвижной оправки
А2 - Высота неподвижной оправки
E - Высота скобы в сжатом состоянии
M - Толщина соединяемых материалов
B - Высота замыкающей головки
 Расчёт оснастки (обе оправки плоские)
Расчёт оснастки (обе оправки плоские)
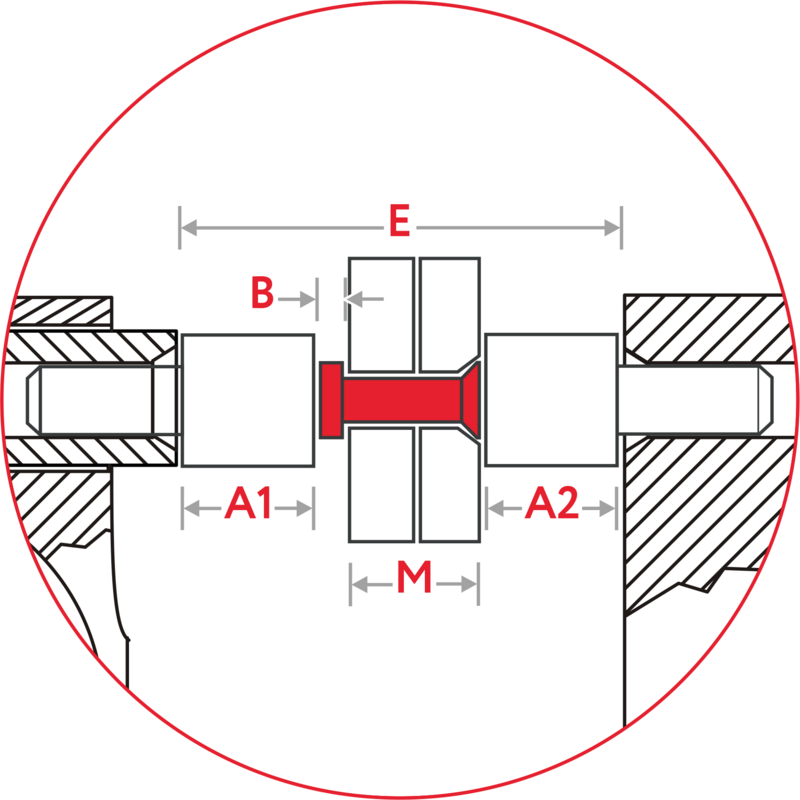
Расчёт оснастки под заклёпку с потайной головкой, в ситуации, когда для расклёпывания заклёпки используются две плоские оправки, происходит похожим образом. Мы снова должны учесть в расчётах дополнительный параметр — высоту замыкающей головки и вместе с толщиной соединяемых материалов вычесть из высоты скобы в сжатом состоянии.
Выразим это в формуле:
А1 + А2 = E - M - B
A1 - Высота подвижной оправки
А2 - Высота неподвижной оправки
E - Высота скобы в сжатом состоянии
M - Толщина соединяемых материалов
B - Высота замыкающей головки
Очевидно, что есть и другие комбинации, например, установка потайной заклёпки при помощи одной плоской оправки и оправки с вогнутой геометрией под формирование полукруглой головки или использование двух плоских оправок для монтажа заклёпки с выступающей плоской головкой. Но это уже, что называется "вариации на тему" — рассмотренные выше варианты демонстрируют ключевые моменты и, поняв логику этих расчетов, вы сможете подобрать оснастку для любой ситуации.
Точный подгон оснастки
Как правило, высота оправок меняется с шагом 1/8", то есть, 3.2 мм — это достаточно крупный шаг для того, чтобы идеально подогнать зазор между заклёпкой и оправками. Для более тонкой подстройки у ручных пресс-заклёпочников предусмотрена возможность регулировки вылета поршня — поршень ходит по резьбе и вращая его, можно сократить зазор до нужного расстояния. У пневмо-гидравлического инструмента, чаще всего, такой возможности нет, поэтому для тонкой подстройки зазора используются специальные регулировочные прокладки, которые по сути представляют из себя очень тонкие шайбы. Недостающая высота оправок наращивается следующим образом: регулировочные шайбы в нужном для компенсации зазора количестве, нанизываются на хвостовик одной или двух оправок сразу, после чего оправки устанавливаются на скобу инструмента. Откровенно говоря, ничего “специального” в этих регулировочных шайбах нет, в большинстве случаев, в качестве замены вполне подойдет обычная плоская шайба под метрический размер М5.
Зачем же нужен настолько точный подгон? В случае с ручными механическими пресс-заклёпочниками, заморачиваться с точной подгонкой оснастки большого смысла нет — чаще всего у них имеется возможность регулировки вылета поршня, посредством которой можно быстро компенсировать недостающую длину оправки. Однако если говорить о пневмо-гидравлических инструментах, правильный выбор оснастки и точная регулировка зазора играют крайне важную роль — от этих настроек может зависеть, сможет ли ваш инструмент функционировать корректно и будет ли задействован весь его потенциал. Объясню: дело в том, что работу гидравлического контура клепальной скобы можно условно разделить на 2 фазы: задача первой — как можно быстрее вывести поршень в рабочее положение (когда установленная в инструмент оснастка подводится к заклёпке). После этого начинается вторая фаза, в которой задача инструмента сжать заклёпку и посредством давления сформировать замыкающую головку. Получается, что усилие, прилагаемое к заклёпке, начинает возрастать именно во второй фазе и достигает своего максимума в завершении установочного цикла.
Тонким моментом здесь является переход из одной фазы в другую: если оправка будет расположена вплотную к заклёпке, у поршня пресса просто не будет места для того, чтобы “разойтись” — поршень с оправкой упрется в заклёпку в завершении первой фазы, когда гидравлический контур инструмента ещё не успел развить усилие, и пресс просто не сможет раздавить заклёпку. Решение в данном случае будет контринтуитивным — необходимо немного увеличить зазор между оправкой и заклёпкой. Для этого можно убрать часть регулировочных шайб или установить оправку меньшей высоты. После этого у поршня появится место для маневра, и он сможет развить усилие, необходимое для нормальной деформации заклёпки.
Надеюсь, наши советы помогут вам определиться с выбором инструмента для выполнения ваших задач. Если же у вас остались вопросы, пишите их в комментариях под статьёй — мы постараемся дать развёрнутый ответ в ближайшее время.
Рекомендуем вам прочитать нашу статью "Клепальный молоток и пресс-заклёпочник" — при выполнении некоторых задач клепальный молоток может оказаться полезнее.
В каталоге компании АЙРИВЕТ вы найдёте большой выбор клепальных молотков и пресс заклёпочников для установки цельнометаллических заклёпок.
Если вам нужна помощь в выборе заклёпочного оборудования, свяжитесь с нами — наши специалисты помогут определиться с выбором.
Данный материал соответствует запросам: Пресс-заклёпочник, клепатор, клепальная скоба, цельнометаллические заклёпки, пустотелые заклёпки, полупустотелые заклёпки, полые заклёпки, заклёпки под молоток, полнотелые заклёпки, клепальный молоток, оснастка для пресса, устройство заклепочника, устройство пресс-заклёпочника, как выбрать пресс-заклёпочник, оснастка для пустотелых заклёпок, как клепать лонжерон, как обслуживать заклёпочник, гидравлический пресс, уход за заклепочником, заклепки, скоба для заклепочника, подбор оснастки под заклепку, как выбрать пресс-заклепочник, развальцовка заклёпок, rivet squeezer, ривет сквайзер.